ESD KAPLAMA HAKKINDA
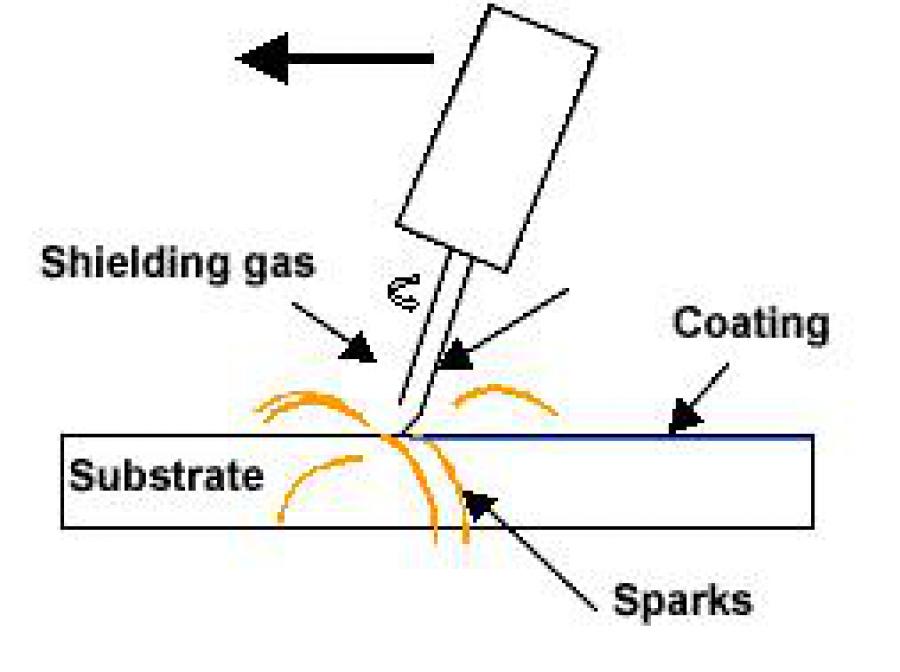
Elektrospark Biriktirme (ESD), genellikle ısıdan etkilenen bir bölgeye (Heat effect Zone -HAZ) neden olmadan malzemeyi bir alt tabakaya kaynaklayan bir mikro ark kaynağı işlemidir.
Elektrot ve yüzey arasından elektrik akımı geçerken malzeme erimiş "kıvılcımlar" halinde biriktirilir. Aplikatör ve elektrik ayarları değiştirilerek, gerçek bir metalurjik bağ ile benzer ve farklı birçok malzeme birleştirilebilir, kaplanabilir ve onarılabilir.
Elektrospark biriktirme, aşağıdakileri sağlayan mikro ölçekli bir katkılı kaynak işlemidir:
- Substrat ile gerçek bir metalurjik bağ oluşturur
- Alt tabakayı ortam sıcaklığına yakın tutar; Bozulmayı, stresi ortadan kaldırmak ve ısıdan etkilenen bir bölgeyi azaltmak veya önlemek
- Farklı malzemelerin birleştirilmesine izin verir
- Tutarlı, ince katmanlar üretir
- Sertlik, aşınma direnci, korozyon direnci, sürtünme vb. için yüzey modifikasyonu için kullanılabilir.
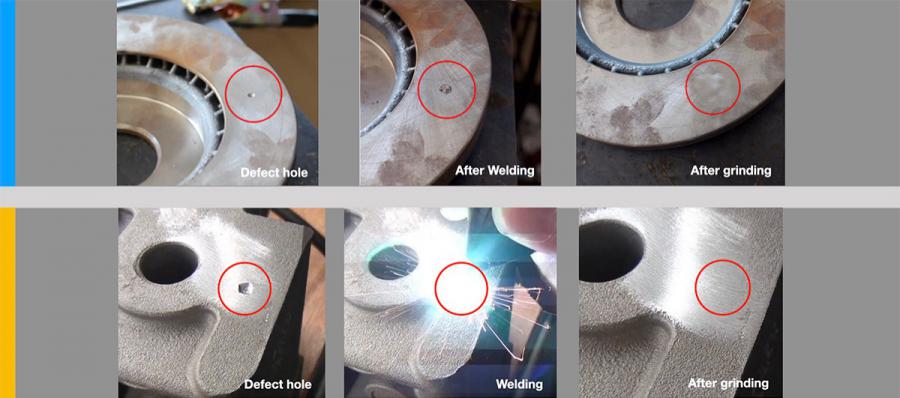
- Aşınmış, aşınmış veya kusurlu bileşenlerin onarımı için kaplama olarak kullanılabilir
- Huys'un Düşük Enerji Kaynağı (LEW) ekipmanı, elektrospark kaplamanın en son evrimidir.
- Koruyucu gazlı veya koruyucu gazsız olarak uygulanabilir (prosesteki oksidasyonu ortadan kaldırmak için)
- Saha operasyonu için taşınabilirliğe uygundur
Bu teknikle kaplanacak yüzeyde istenen özelliklere göre Huys, neredeyse her türlü malzeme ve alt tabaka konusunda yardımcı olacak teknik bilgi, deneyim ve destek ekibine sahiptir. Örnekler şunları içerir:
- Tungsten karbür
- Titanyum Karbür
- Nikel süper alaşımları (MAR, IN718, HASTELLOY)
- Refrakter metaller
- Alüminyum alaşımları
- Magnezyum alaşımları
- Kobalt alaşımları (stellite)
- Titanyum alaşımları
- Tantal alaşımları
- Molibden alaşımları
Kullanım Alanlarından Bazıları
- Kaplama tekniğimiz, onarımı yapılacak yada dayanım artırılacak yüzeyin istenilen kısmına lokal olarak uygulanabilmesinden dolayı çok geniş bir kullanım alanı vardır. Bu teknikle yapılan kaplama kalınlığı 10 mikrondan 150 mikrona kadar çıkabilmektedir.
- Yüzey sertliği ise kullanılan bağlayıcı ve yüzeye bağlı olarak 72 HRC'ye kadar ulaşabilmektedir.
- Avantajından dolayı başlıca;
- Döküm ve plastik enjeksiyon kalıpların tamirinde,
- Metal sıvama kalıplarının dayanımını artırmada,
- Haddehanelerde, soğuk çekme silindirlerinde,
- Türbin kanatlarında,
- Aşınan bakır sarf malzemelerde (kontak meme,punta kaynak kepslerinde vs)
Ve kısacası yüzey pürüzlülüğünün sorun oluşturmadığı, aşınan tüm yüzeylerde lokal ya da tüm yüzey kaplamasında kullanılabilir.
- Daha fazla ömür
- Malzeme Uyumluluğu
- Uygun Maliyetli
- Hızlı İşlem
Daha fazla ömür
Malzeme Uyumluluğu
Uygun Maliyetli
Hızlı işlem